3D printing is also known as additive manufacturing, therefore the numerous available 3D printing process tend to be additive in nature with a few key differences in the technologies and the materials used in this process.
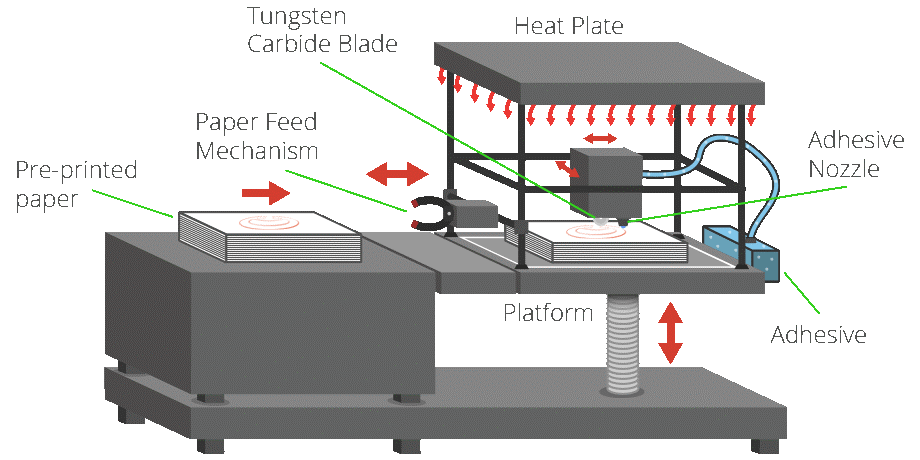
A large number of additive processes are now available. The main differences between processes are in the way layers are deposited to create parts and in the materials that are used. Some methods melt or soften the material to produce the layers, for example. selective laser melting (SLM) or direct metal laser sintering (DMLS), selective laser sintering (SLS), fused deposition modelling (FDM), or fused filament fabrication (FFF), while others cure liquid materials using different sophisticated technologies, such as stereo lithography (SLA). With laminated object manufacturing (LOM), thin layers are cut to shape and joined together (e.g., paper, polymer, metal). Particle Deposition using inkjet technology prints layers of material in the form of individual drops. Each drop of Solid Ink from Hot-melt material actually prints one particle or one object. Colour Hot-melt inks print individual drops of CMYK on top of each other to produce a single colour object with 1-3 layers melted together. Complex 3D models are printed with many overlapping drops fused together into layers as defined by the sliced CAD file. Inkjet technology allows 3D models to be solid or open cell structures as defined by the 3D printer inkjet print configuration. Each method has its own advantages and drawbacks, which is why some companies offer a choice of powder and polymer for the material used to build the object. Others sometimes use standard, off-the-shelf business paper as the build material to produce a durable prototype. The main considerations in choosing a machine are generally speed, costs of the 3D printer, of the printed prototype, choice and cost of the materials, and colour capabilities.
Polymer 3D Printing Processes
Let’s outline some common plastic 3D printing processes and discuss when each provides the most value to product developers, engineers, and designers.
Stereolithography (SLA)
Stereolithography (SLA) is the original industrial 3D printing process. SLA printers excels at producing parts with high levels of detail, smooth surface finishes, and tight tolerances. The quality surface finishes on SLA parts, not only look nice, but can aid in the part’s function—testing the fit of an assembly, for example. It’s widely used in the medical industry and common applications include anatomical models and microfluidics. We use Vipers, ProJets, and iPros 3D printers manufactured by 3D Systems for SLA parts.
Selective Laser Sintering (SLS)
Selective laser sintering (SLS) melts together nylon-based powders into solid plastic. Since SLS parts are made from real thermoplastic material, they are durable, suitable for functional testing, and can support living hinges and snap-fits. In comparison to SL, parts are stronger, but have rougher surface finishes. SLS doesn’t require support structures so the whole build platform can be utilized to nest multiple parts into a single build—making it suitable for part quantities higher than other 3D printing processes. Many SLS parts are used to prototype designs that will one day be injection-molded. For our SLS printers, we use sPro140 machines developed by 3D systems.
PolyJet
PolyJet is another plastic 3D printing process, but there’s a twist. It can fabricate parts with multiple properties such as colors and materials. Designers can leverage the technology for prototyping elastomeric or overmolded parts. If your design is a single, rigid plastic, we recommend sticking with SL or SLS—it’s more economical. But if you’re prototyping an overmolding or silicone rubber design, PolyJet can save you from the need to invest in tooling early in the development cycle. This can help you iterate and validate your design faster and save you money.
Digital Light Processing (DLP)
Digital light processing is similar to SLA in that it cures liquid resin using light. The primary difference between the two technologies is that DLP uses a digital light projector screen whereas SLA uses a UV laser. This means DLP 3D printers can image an entire layer of the build all at once, resulting in faster build speeds. While frequently used for rapid prototyping, the higher throughput of DLP printing makes it suitable for low-volume production runs of plastic parts.
Multi Jet Fusion (MJF)
Similar to SLS, Multi Jet Fusion also builds functional parts from nylon powder. Rather than using a laser to sinter the powder, MJF uses an inkjet array to apply fusing agents to the bed of nylon powder. Then a heating element passes over the bed to fuse each layer. This results in more consistent mechanical properties compared to SLS as well as improved surface finish. Another benefit of the MJF process is the accelerated build time, which leads to lower production costs.
Fused Deposition Modeling (FDM)
Fused deposition modeling (FDM) is a common desktop 3D printing technology for plastic parts. An FDM printer functions by extruding a plastic filament layer-by-layer onto the build platform. It’s a cost-effective and quick method for producing physical models. There are some instances when FDM can be used for functional testing but the technology is limited due to parts having relatively rough surface finishes and lacking strength.
Metal 3D Printing Processes
Direct Metal Laser Sintering (DMLS)
Metal 3D printing opens up new possibilities for metal part design. The process we use at Protolabs to 3D print metal parts is direct metal laser sintering (DMLS). It’s often used to reduce metal, multi-part assemblies into a single component or lightweight parts with internal channels or hollowed out features. DMLS is viable for both prototyping and production since parts are as dense as those produced with traditional metal manufacturing methods like machining or casting. Creating metal components with complex geometries also makes it suitable for medical applications where a part design must mimic an organic structure.
Electron Beam Melting (EBM)
Electron beam melting is another metal 3D printing technology that uses an electron beam that’s controlled by electromagnetic coils to melt the metal powder. The printing bed is heated up and in vacuum conditions during the build. The temperature that the material is heated to is determined by the material in use.
The industrial applications of 3D printing services
3D printers change the entire manufacturing process, and many companies have adopted this manufacturing technology.
Here are some of the industrial applications of 3D printing services:
Drone
The 3D printing allows drone manufacturers to create a customized drone where every assembly part except electronic components can be 3D printed. The 3D technology enables the easy production of accessories such as cases, coverings, mounts, and boosters that facilitate proper drone storage. The additive manufacturing process helps to create lightweight and faster drones of different sizes at less cost.
Aerospace & defense
The Aerospace & defense industry has been benefited from 3D printing since they manufacture functional parts used in aircraft, which include wall panels, air ducts, and structural metal components etc. The primary advantage of using 3D printing in aerospace is weight reduction which significantly decreases payload, fuel consumption, and carbon dioxide emissions. Plus, it allows material efficiency, part consolidation, and low-volume production.
Robots
3D printing capabilities allow robotic parts to be manufactured quickly and straightforwardly. Factors such as reduced weight and customizability play a vital role in robot parts production like in sensor mounts and grippers, which require customization for various uses as they are costly to fabricate. Many robotics companies use Markforged 3D printers in designing and fabricating lightweight and complex parts like end-of-arm tooling at a lower cost.
Automotive
Many automotive industries are using 3D printers in areas such as performance racing and motorsports. Automotive manufacturers print different parts using 3D printers. These include cradles, fixtures, and prototypes that are sturdy, stiff, and long-lasting. The key advantages are greater design flexibility, customization, and faster product development. Additionally 3D printing helps create intricate geometrics such as internal channels, fine mesh, and thin walls.
Medical & dental
3D printing is heavily used in the medical & dental industry, from bio-printing to prosthetics and medical devices. 3D printing applications in the medical sector are very versatile; for instance, CT scanning offers different patient-specific solutions like dental appliances and implants, other benefits enhanced medical devices and personalized healthcare.